



honingimine

Teostame eriti täpset honimist, samuti platohonimist pikkusega 70 kuni 250 mm ja pikkusega 500 mm mootoriblokkides ja muudes sõlmedes. Tööd teostatakse ROTTLER H85A (USA) seadmetel.
Honingimine
Honingamine on üks aukude täppisviimistlemise meetoditest.
Honingimine on materjalide töötlemine lõikamisega, kus lõikuritena kasutatakse teemante. Honingimine ROTTLER H85A tööpinkil on kõrgtehnoloogiline protsess. Honingimine tagab minimaalse pinna kareduse ja ava silindrilisuse kuni mikronite osadeni.
- ROTTLER H85A masinal honimisel toimub silindri geomeetria automaatne kontroll ja korrigeerimine, mis võimaldab saada täpsema ava kui lihvimisel.
- Lihvimiskettadega võrreldes on honingimispulgade valik laiem, mis võimaldab täpsemalt täita tehnilisi nõudeid ja saavutada paremaid tulemusi.
- Honimisel on võimalik luua teatud mikroreljeef pind, nimelt: vajalik kriipsude kohtumisnurk, teatud suhe tugipindade ja süvendite vahel (tasapinnaline honimine), grafiiditerade avamine malmis ja minimaalse pinna kareduse saavutamine. Kõik see on lihvimise või puurimisega saavutamatu.
Lameotsaline honingimine
Lameotsaline honingimine (platohoningimine) on tuntud juba ammu, veel kolbmootoritest pärit lennukimootorite ajast. See idee on leidnud palju suurema arengu autotööstuses.
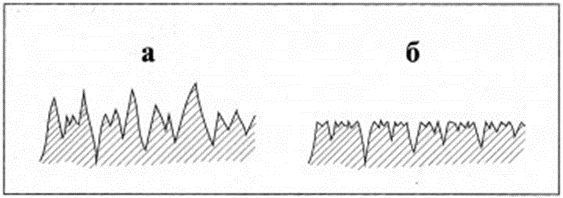
Asi on lihtne. Traditsioonilise honimise järel kokku pandud mootori silindri tööpinnal on mikroprofiil, mis meenutab teravate tippudega mäeahelikku (joonis 1, a). Esialgsel kasutamisperioodil (sissetöötamisel) siluvad need eenduvad osad, kuni tekivad piisavalt suured „toetuspinna tasandid”.
Mõistlikum on siiski eelnevalt luua tööpinnale vajalik karedus tasapinnaliste tippudega (joonis 1, b), et mootor töötaks korrektselt.
Tasapinnalisel honingamisel on mõned eelised. Selle peamine eesmärk on mootori silindrite ja hülsside mikroreljeefne töötlemine, tagades ideaalse geomeetria.
Selle tulemusena kuluvad mootori silindrid ja kolvirõngad kiiremini sisse, mis tähendab, et mootori osad kuluvad vähem.
Osade kiire sissetöötamise tõttu suureneb silindrite kompressioon, samal ajal väheneb mootoriõli kulu ja gaaside läbipääs karterisse.
Kõik see mõjub positiivselt mootori kasutusajale kuni järgmise kapitaalremondini.
Tasapinnalise honimise teostab meie kaasaegne arvutijuhtimisega honimismasin ROTTLER H85A