



Variklio bloko honavimas Panevėžyje — tikslus cilindrų atnaujinimas
Didelio tikslumo variklio bloko ir cilindrų honingo apdirbimas Ø70–250 mm naudojant ROTTLER H85A (JAV). Ideali geometrija, minimalus šiurkštumas ir greitesnis variklio įdirbimas.
Siūlome itin tikslų variklio bloko, cilindrų ir gilzių honingo apdirbimą bei plato honingo paslaugas Rokiškyje. Apdirbamų angų skersmuo – nuo 70 iki 250 mm, o variklio blokuose ir kituose mazguose – iki 500 mm.
Darbai atliekami moderniomis CNC staklėmis
ROTTLER H85A (JAV).
Variklio bloko honingo apdirbimas Rokiškyje
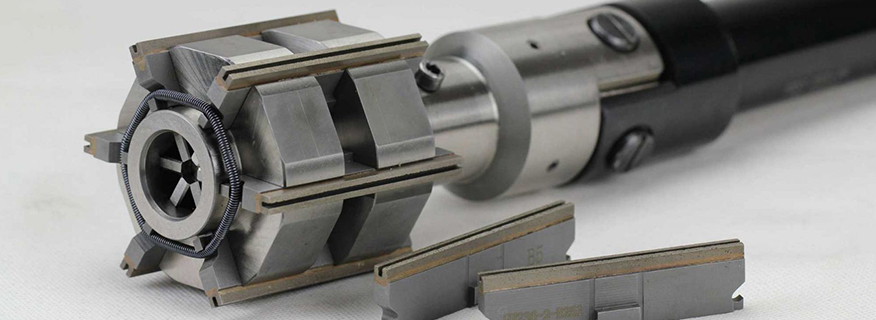
Honingavimas – vienas tiksliausių apvalių ertmių apdirbimo būdų. Procesui naudojami įvairūs deimantiniai ir abrazyviniai honingo akmenys, leidžiantys pasiekti itin tikslią cilindrų geometriją ir reikiamą paviršiaus šiurkštumą.
Naudojant ROTTLER H85A stakles, cilindro geometrija yra automatiškai matuojama ir koreguojama, todėl pasiekiamas žymiai didesnis tikslumas nei naudojant tradicines honingo ar šlifavimo technologijas.
Platus honingo akmenų pasirinkimas leidžia tiksliai laikytis techninių reikalavimų ir užtikrinti optimalų rezultatą.
Honingavimo metu suformuojamas reikalingas mikroreljefas, griovelių gylis, įgilinimas ir viršūnių santykis (plato honingo technologija), taip pat atveriami grafito sluoksniai ketaus paviršiuje. To neįmanoma pasiekti įprastu šlifavimu.
Plato honingo apdirbimas Rokiškyje
Plato honingo technologija žinoma dar nuo aviacinių stūmoklinių variklių laikų ir šiandien plačiai taikoma automobilių bei sunkiosios technikos varikliuose.
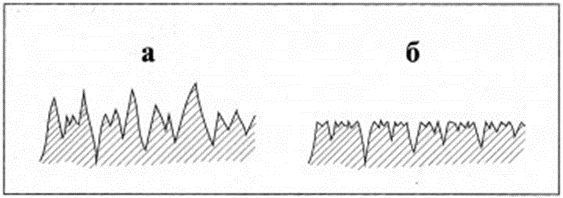
Atliekant įprastą honingo apdirbimą, cilindro paviršius primena kalnų grandinę su aštriomis viršūnėmis (a pav.). Pirmosiomis variklio darbo valandomis šios viršūnės nusidėvi, kol susiformuoja pakankamas atraminis paviršius. Plato honingo metu reikiamas paviršius (b pav.) suformuojamas iš karto, užtikrinant teisingą ir ilgalaikį variklio darbą.
Plato honingo privalumai:
Itin tiksli cilindrų ir gilzių geometrija suformuoja optimalų mikroreljefą, todėl stūmoklio žiedai greičiau prisiderina, o detalių nusidėvėjimas sumažėja.
Dėl greitesnio įdirbimo padidėja suspaudimas cilindruose, sumažėja alyvos sąnaudos ir dujų pratekėjimas į karterį. Tai leidžia maksimaliai išnaudoti variklio resursą iki kito kapitalinio remonto.
Plokštuminis honingo apdirbimas atliekamas mūsų moderniomis
ROTTLER H85A CNC staklėmis Rokiškyje, užtikrinant maksimalų tikslumą ir kokybę.