



Mootorite hoonimine ja puurimine Pärnus — täpne silindrite taastamine
Teostame Pärnus täpset mootorite honimist ja puurimist, samuti platohonimist mõõdus Ø70–250 mm ning kuni 500 mm pikkuses mootoriplokkides ja teistes sõlmedes. Kõik tööd tehakse kaasaegsel ROTTLER H85A (USA) honimisseadmel.
Honingimine
Honingimine on üks kõige täpsemaid avade viimistlustehnoloogiaid.
Töötlus toimub teemant- ja abrasiivlõikuritega ning ROTTLER H85A tehnoloogial põhinev protsess tagab väga väikese pinna karedusnäitaja ja ideaalilähedase silindrilisuse.
- Honingimine ROTTLER H85A masinal kontrollib ja korrigeerib silindri geomeetriat automaatselt – tulemuseks on märgatavalt täpsem lõpptulemus kui lihvimisel.
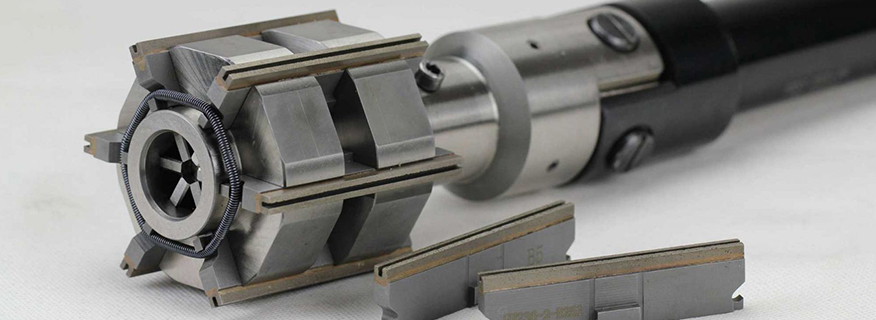
- Honingipulkade lai valik võimaldab täita ka kõige rangemaid tehnilisi nõudeid.
- Hoonimisega on võimalik tekitada vajalik mikroreljeef: õige kriipsude nurk, tugipinna ja süvendi tasakaal (platohonimine), grafiidikihtide avamine malmis ning minimaalne kareduse tase – need tulemused ei ole lihvimisega saavutatavad.
Lameotsaline honingimine
Platohonimine on tehnoloogia, mida kasutati juba kolbmootoriga lennukitel ning mis on nüüd eriti oluline autotööstuses.
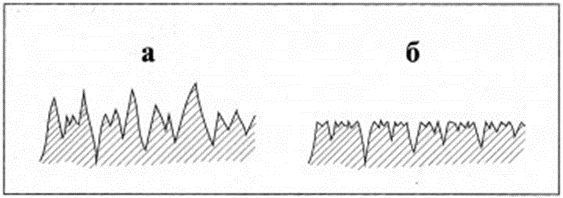
Traditsioonilise honingimise järel moodustub silindris mikroprofiil teravate tippudega (joonis a), mis silub end alles mootori töö käigus. Platohonimisel saavutatakse sile ja tööks valmis pind juba kohe pärast töötlust (joonis b).
Eelised:
• silindrid ja rõngad töötuvad kiiremini sisse
• kompressioon tõuseb
• õlikulu ja karteri gaasilekked vähenevad
• mootori üldine eluiga pikeneb
Kõik see suurendab mootori töökindlust kuni järgmise kapitaalremondini. Meie Pärnu töökojas toimub lameotsaline honingimine kaasaegsel arvutijuhtimisega ROTTLER H85A masinal.