



Mootorite hoonimine ja puurimine Kohtla-Järvel — täpne silindrite töötlemine
Teostame Kohtla-Järvel täpset mootorite honimist ja puurimist, samuti platohonimist mõõdus Ø70–250 mm ning kuni 500 mm pikkuses mootoriplokkides ja muudes sõlmedes. Tööd viiakse läbi kaasaegsel ROTTLER H85A (USA) honingimisseadmel.
Honingimine
Honingimine on üks täpsemaid avade viimistlusmeetodeid.
Protsess viiakse läbi teemant- ja abrasiivlõikuritega, un ROTTLER H85A tehnoloogia tagab väga madala pinna karedustaseme ja ideaalse silindrilisuse täpsusega mikronite ulatuses.
- Honingimine ROTTLER H85A pingil kontrollib ja korrigeerib silindri geomeetriat automaatselt – tulemuseks on märksa täpsem tulemus kui tavapärasel lihvimisel.
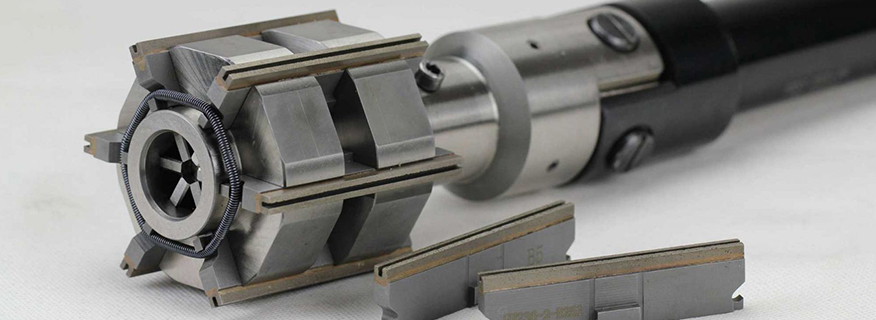
- Lai honingipulkade valik võimaldab täita ka rangemaid tehnilisi nõudeid.
- Hoonimisega on võimalik luua vajalik mikroreljeef: õige kriipsude nurk, tugipinnasuhe ja süvendid (platohonimine), grafiidikihi avamine malmis ja minimaalne kareduse väärtus – lihvimisega sellist tulemust ei saavutata.
Lameotsaline honingimine
Platohonimine on tehnoloogia, mille juured ulatuvad lennukimootoritesse, kuid mille tähtsus autotööstuses on täna veelgi suurem.
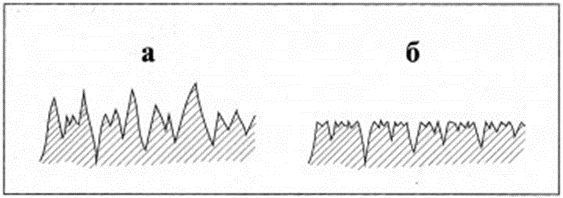
Traditsioonilise honingimise korral jäävad silindrisse teravatipulised mikroreljeefid (joonis a), mis siluvad end alles töö käigus. Platohonimisel tekib valmis sile pind juba töötlemise ajal (joonis b).
Eelised:
• silindrid ja kolvirõngad töötuvad kiiremini sisse
• kompressioon tõuseb
• õlikulu ja karterigaaside lekked vähenevad
• mootori üldine tööiga pikeneb
Kõik see tagab mootori töökindluse kuni järgmise kapitaalremondini. Lameotsaline honingimine Kohtla-Järvel toimub tänapäevasel arvutijuhtimisega ROTTLER H85A masinal.